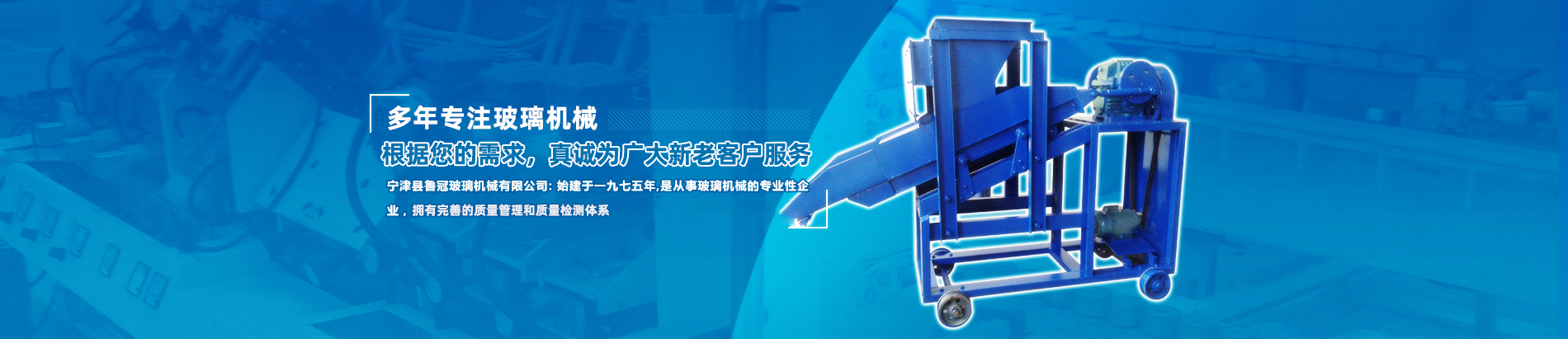





燃烧系统管路改造,由于长期使用管路老化,炉内气压不足,故重新布置管道,增加输油金属软管、供气金属软管、燃油调节阀、空压机,链板式退火炉网带,增加压缩空气管道系统。采用全新的燃油喷雾燃烧器,具有压力雾化结合高压内混合动雾化方式,304退火炉网带,使燃油雾化颗粒细,能与助燃空气实现佳端流掺泥,以实现高效燃烧。不易堵塞,不结焦,火焰的长度形状、温度等容易控制,燃烧完全,退火炉网带,不冒黑烟。该炉经过规定的烘炉工艺并经一个月的生产实践监测表明,改造是非常成功的,达到甚至超过了设计改造指标的要求。






如何有效解决退火炉网带应用中出现的跑偏问题
对于退火炉网带等相关产品有所了解的用户都知道,对其应用不可避免的会出现跑偏的问题,而其跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,不锈钢退火炉网带,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若退火炉网带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。



 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


