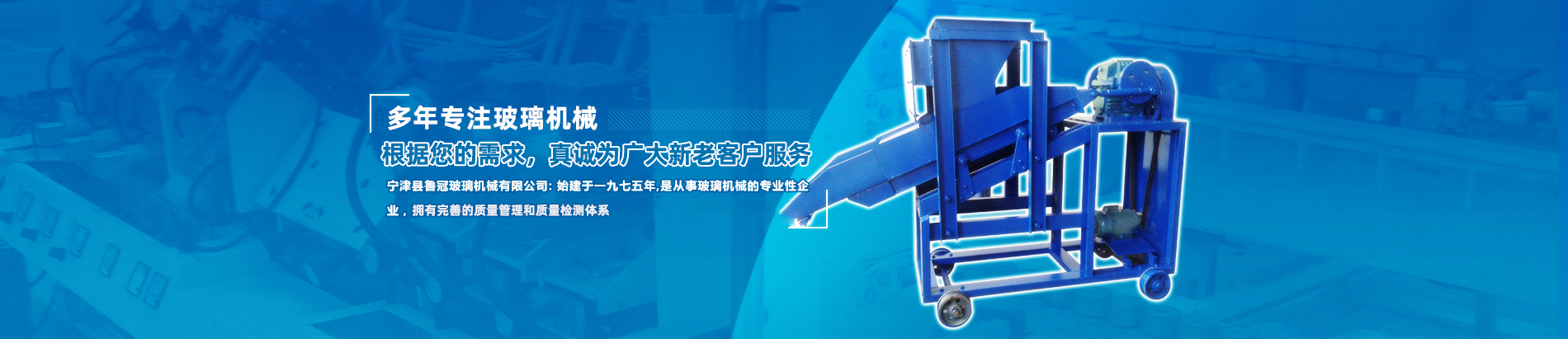





强对流罩式光亮退火炉本炉主要供带钢和线材盘圆光亮退火和回火.具有生产效率高,污染少,操作维修方便等特点.该罩式炉由加热罩、冷却罩、内罩、炉台、真空系统及电气控制系统组成。工作时工件置于充满保护气氛的保护罩内均匀加热和冷却。强循环风机和保护气氛可使退火后的工件获得均匀的硬度和光亮的表面,真空系统用于保护气和空气的置换,使操作安全可靠。罩式炉可配备多个炉台,进行连续作业,其工作流程一般为:装炉-予抽真空-通保护气-加热-保温-气、水组合冷却-真空清洗-放气-出炉-下一个工作流程。






如何有效解决退火炉网带应用中出现的跑偏问题
对于退火炉网带等相关产品有所了解的用户都知道,对其应用不可避免的会出现跑偏的问题,人字形退火炉网带,而其跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,杨凌退火炉网带,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,退火炉网带报价,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若退火炉网带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,退火炉网带定做,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。



 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


